



Losses in a piping system used for liquids transportation
A piping system of stainless steel is used for the transportation of liquids in a food factory; these are fundamental ingredients to manufacture their finished goods. During the operation of the piping system, the operators of the plant detected a leak of the liquid in a straight section of a pipeline, where there are not any coupling, joining or section changes. The maintenance engineers decided to stop the operation in order to replace the stretch of the pipeline affected, generating loss of profit and running the risk of contaminate the ingredients. After the stretch extraction, the personnel of the plant observed some discontinuities inside the pipeline.

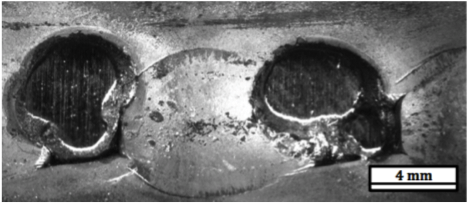
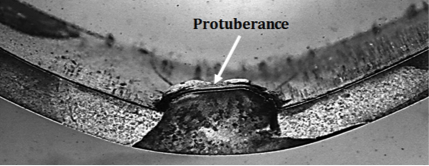
The discontinuities in the stretch of the pipeline showed small protuberances similar to seams, which allowed to conclude that the manufacturing of the pipeline was made using GTAW.
The visual inspection, the liquid penetrant testing and the materials analysis were carried out in order to identify the leaks and classify the type of defect.
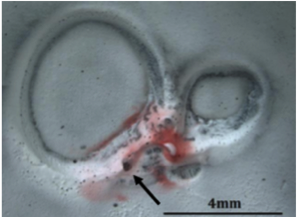
Liquid penetrant testing. It is observed a pore in the inner surface of the pipe where the discontinuities were found.
A longitudinal cut through the discontinuities was carried out and it was found a continued pore between the inner and the outer surface, in the same place where the leak was found.
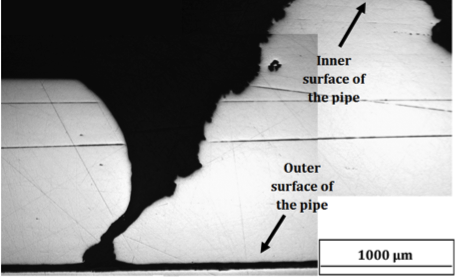
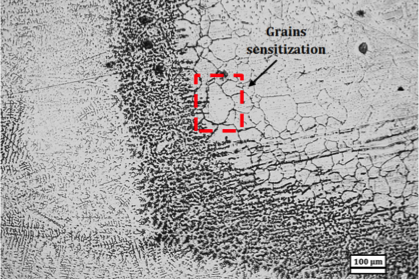
The microstructure of the regions near the discontinuities presented changes in its size and distribution, this region is known as the heat affected zone (HAZ) and its generated during the welding of the pipe. Additionally, it was found sensitization in the stainless steel, this is a phenomenon in which the carbon is precipitated to the grain boundaries of the material, carrying with them the chromium, forming chromium carbides. Subsequently, it is formed a galvanic couple producing galvanic corrosion in the boundaries; this phenomenon can cause intergranular corrosion of the material.
The discontinuities on the inner surface of the pipe were originated during the welding process and are classified as excessive penetration. This is caused by wrong control practices in the feeding system, high amperage or inadequate separation between the surfaces to join.
It is recommended to suitably select the suppliers in order to avoid this sort of problems in the future, as well as design purchasing and quality procedures, in which should be included the welding procedure specification (WPS), the Non-destructive and Destructive testing specifications and the minimum criterion for the acceptance of the supplies.
